

Как проверить эллипсность цилиндра
Как проверить эллипсность цилиндра
Избитая наверное тема, но еще раз, (прежде всего интересует статистика тех кто поступил так же как – на пробеге до 130 тысяч заменил поршни на номинальный но следующей группы).
двигатель ваз 2112, пробег 130 тысяч.
Устраняя течь прокладки ГБЦ, подобрался я тут на днях к поршням, снял ИХ.
Внешний осмотр поршней: чистые колечки (нагар на поршнях только до 1 кольца виден)
Внешний вид цилиндров: хон везде виден.
Так как движок был разобран, пробег уже немаленький, компрессия была в районе 11, я задумался насчет расточки блока.
пригласил мастера-точильщика-нутромерщика, тот прибором нутромером померял.
Короче сказал следующее:
Эллипс не более 0.03 мм
износ цилиндра не более 0,09 мм от номинального диаметра.
Короче поглядел мастер точильщик (кровно заинтересованный в расточке).
и говорит блин бери поршня С или Е ставь новые кольца. Точить смысла нет.
Я расстроился, блин, потому что был уверен что лучше расточить.
но после этого порылся в интернете, и столкнулся с некоторыми опасностями расточек. (типа станки все задроченные и 90 % расточек не выдерживают необходимых размеров и цилиндричности).
У кого какие мысли по поводу целесообразности установки поршней группы С или Е без расточки в данном конкретном случае.
В принципе я склонен к расточке. но мысли что 90 из 100 расточек делаются с отклонениями от норм напрягает.
![]()
![]()
Санёг
Забанен![]()
![]()

Ты уверен в поршнях из магазина и их размерах 
_________________
вы можете иметь какие угодно убеждения,
пока они не расходятся с нашими.
Блаженство рая я оставлю для нищих
у нищих духом должен быть царь и бог.
![]()
![]()
В этом уверен  ибо пользоваться микрометром меня научили вроде
ибо пользоваться микрометром меня научили вроде
![]()
![]()
Санёг
Забанен![]()
![]()
если не уверен в качестве работ по блокам, и желаешь немного съэкономить ставь из магазина следующей группы в твоём случае С только лучше промерь каждый цилиндр отдельно, возможно придётся поставить кудато С а кудато Е.
_________________
вы можете иметь какие угодно убеждения,
пока они не расходятся с нашими.
Блаженство рая я оставлю для нищих
у нищих духом должен быть царь и бог.
![]()
![]()
![]()
![]()

![]()
![]()
От охота заморочиться.
Ты и без ремонта 100 тык на нем откатаешь.
на следющий ремонт переходить – смысла нет.
![]()
![]()

![]()
![]()

![]()
![]()
![]()
![]()
вот что нашел в интернете
Допустима ли установка nopней двигателя автомобиля ВАЗ-21104 на полуторалитровый 16-клапанник 2112? Если да, то как это отразится на его характеристиках?
По размерам такая установка возможна, но приведет к снижению геометрической степени сжатия. Это повлечет за собой увеличение расхода топлива на частичных нагрузках. Кроме того, форма камеры сгорания в поршне 21124 провоцирует рост токсичности отработавших газов, преодолеть который самостоятельно не удается. Поэтому ОАО ?АВТОВАЗ? не рекомендует ставить поршни двигателя ВАЗ-21124 1,6 л на двигатель ВАЗ-2112 1,5 л.
![]()
![]()

вот что нашел в интернете
Допустима ли установка nopней двигателя автомобиля ВАЗ-21104 на полуторалитровый 16-клапанник 2112? Если да, то как это отразится на его характеристиках?
По размерам такая установка возможна, но приведет к снижению геометрической степени сжатия. Это повлечет за собой увеличение расхода топлива на частичных нагрузках. Кроме того, форма камеры сгорания в поршне 21124 провоцирует рост токсичности отработавших газов, преодолеть который самостоятельно не удается. Поэтому ОАО ?АВТОВАЗ? не рекомендует ставить поршни двигателя ВАЗ-21124 1,6 л на двигатель ВАЗ-2112 1,5 л.
Уже столько народу заменило поршня, что ИМХО, проблем быть не должно.А вышеперечисленные – решаемы.
А вообще, я заметил, если что-то ВАЗ не рекомендует – надо обязательно инсталировать.
Еще раз – все ИМХО!
_________________
ВАЗ 21114 2006г
![]()
![]()
Итак развитие событий:
расточка производиться не будет
куплены поршни
ВАЗ 21124 номинальная группа, класс Е.
Поршни проверены в цилиндрах, смазаны маслом, спускаются в цилиндр сами под своим весом без помощи пальцев. (не медлеено и не быстро, скажем средне)
но не падают с бряком;-))) это уже хорошо.
хотя я переживал думал совсем не влезут. Ура.
С ГБЦ снято 0,5 мм. (имелись последствия протечки тосола).
т.е. степень сжатия будет не менее чем с родными поршнями 2112.
так как кое че нужно прикупить а зарплату еще не получил то итоговый запуск где то 16 июля 😉
сейчас занимаюсь дефектовкой сцепления и прочей фигней. (заменой заднего сальника коленвала и прокладок маслонасоса текло оттуда)
Самый прикол ребята: сцепление ЛЮК прошло 90 тысяч. а износ до заклепок еще мм 2-3. (плюс износ лепестков не более 0.5 мм и все прочее состояние хорошее)
а сколько это у новых дисков интересно? 5 или 10 мм?
![]()
![]()
Итак конечно пробег пока еще 5 км. выводы делать рано.
было:
двигатель 2112 с пробегом 130 тысяч.
причина разбора: плохо протянутая голова в прошлом году, прожила год и пробило прокладу. Тосол-пошел в дым и масло.
итак: (цилиндры группы B) износ (эллипс и прочее) определялся специалистом с нутромером и типа был износ не более 0,09, эллипс не более 0,03)
Голова имела пару раковин- отфрезерована – снято 0,3 мм.
Поршни заменены на оригинальные ВАЗ 21124 группы Е. (вставляешь их без шатунов в цилиндры и отпускаешь, те съезжают (но не падают))
Пальцы подобраны новые-синие. В шатуны входят от усилия пальца при повороте шатуна пальцем вниз, не выпадавают. В поршни входят с чуть чуть большим усилием тоже от усилия пальцев рук.
Кольца mahle.
колпачки CORTECO.
Шатунные вкладыши для профилактики на такие же но новые (ЗМЗ)
голова протянута динамометрическим ключом. далее по схеме (год назад 20 н.м. я определил на глазок)
вообщем вчера завелся., езжу пока еще ничего не могу сказать по ощущениям, так как решил немножко прикатать (500 км хотябы). а это значит крутить пока буду в районе 2500 оборотов
Лично меня интересуют:
расход, мощность, но это позже ( через пару неделек).
звук двигла чуть другой стал пока еще не разобрался – может и привод грм шумит.
вообщем буду держать в курсе
всем удачи!
Как проверить эллипсность цилиндра
вроде ты писал что специолисты намерили десятку выроботки .
если сам делал замеры то напиши данные на каждый горшек.
верх, середина, низ,
тогда картина будет более ясной.
вот именно что специалисты походу еще те,
смотри, за эталон я брал не рабочую область цилиндра внизу только поперек коленвала, это у меня был 0. причем если после этого ставишь нутромер вдоль колена показывает отклонение на сотку в плюс или минус (видимо на заводе так допустимо), поэтому у меня есть с минусами показания и с нулями. а по верхнему не рабочему кольцу вообще на 4 сотки разнится, поэтому я брал самый низ за 0.
верх в таблице это прям совсем в притык к верхнему не рабочему кольцу, если на 3-5мм ниже то там уже 2 сотки.
ну в целом картина ясна вроде 3 сотки на самом верху вот там и самый износ..данные в сотках
112488
— Добавлено чуть позже —
Хона нет – пора точит, потому как хона нет – смазка на стенках не держится, в общем трем на суху.
да уж, похоже на то. но ведь по библии 7 соток разрешен износ, а хон исчезает уже при 3х, тоже как то странно.
давай так поступим.
перемерь еще раз . размеры запиши в миллиметрах. (0,01мм) – это одна сотка. точнее не надо.
еще лучше если ты запишишь фактические размеры. ( 81,01) – это наминальный размер цилиндра.
берешь микрометр . проверяешь по вставке. настраеваешь на размер 81,00.
внутромер настраеваешь по мекрометру – чтоб большая стрелка на индекаторе была на нуле, а маленькая на единичке.
получится натяг один миллиметр.
мериишь цилиндры , записываешь размеры. выкладываешь . обсуждаем.
— Добавлено чуть позже —
Хона нет – пора точит, потому как хона нет – смазка на стенках не держится, в общем трем на суху.
откуда такое мнение.
или тайно потдерживаем сервисменов .
хорошо, сделаю так, но чем плох мой метод, ведь нижняя часть не рабочая это же эталон с завода получше всяких цифр?
— Добавлено чуть позже —
давай так поступим.
перемерь еще раз . размеры запиши в миллиметрах. (0,01мм) – это одна сотка. точнее не надо.
еще лучше если ты запишишь фактические размеры. ( 81,01) – это наминальный размер цилиндра.
берешь микрометр . проверяешь по вставке. настраеваешь на размер 81,00.
внутромер настраеваешь по мекрометру – чтоб большая стрелка на индекаторе была на нуле, а маленькая на единичке.
получится натяг один миллиметр.
мериишь цилиндры , записываешь размеры. выкладываешь . обсуждаем.
— Добавлено чуть позже —
откуда такое мнение.
или тайно потдерживаем сервисменов .
выславил по микрометру, тогда нижняя не рабочая зона цилиндра на 1-2 сотки в плюсе показывает, но ведь это и есть завод?! зачем так мерять?
короче по твоему методу настроил по микрометру на 81.01
идет верх середина и низ в двух плоскостях:
81.05 и 81.25 / 81.035-81.02 / 81.03-81.25
81.05 и 81.02 / 81.03-81.025 / 81.03-81.25
81.05 и 81.02 / 81.03-81.03 / 81.03-81.03
81.055 и 81.25 / 81.035-81.02 / 81.03-81.25
первый твой метод плох тем что можно запутаться.
все дело в том что ты мерил и ты знаешь размер. а вот другим понять трудно .
а так я вижу размер и сразу все ясно.
к стати 81.055 , не надо так точно . это не к чему . по сути нет разници 81.05 или 81.06.
больше всего меня пугает размер 81.25 – ты или опечатался или не правельно замерил.
потому как это полный пепец.
внутромер настраивать надо на 81.00.
когда мериишь надо найти минимальную точку откланения. неподвижная часть штанги нутромера упирается
в цилиндр а двигать надо той частью штанги каторая подвижна.
померь еще раз . потому как такого размера небыло даже на станции куда ты возил блок.
да ошибся, 81,025.
фуууу. ну и напугал меня..
так-то получается пять соток максимальная выроботка.
в самом начале нашей дискуссии я уже говорил свое мнение — новые кольца нуливого размера.
и все больше не надо ничего выдумывать.
соберешь двиготель. проедешь полторы тышчи. обкатаешь движек. масло поменяешь. и будет тебе сщастье.
фуууу. ну и напугал меня..
так-то получается пять соток максимальная выроботка.
в самом начале нашей дискуссии я уже говорил свое мнение — новые кольца нуливого размера.
и все больше не надо ничего выдумывать.
соберешь двиготель. проедешь полторы тышчи. обкатаешь движек. масло поменяешь. и будет тебе сщастье.
Как всегда спасибо!vosmilie: чисто теоретический вопрос, вот тепловой зазор цилиндр-поршень равен примерно 3-5 соток в идеале с завода, у меня износ 5 соток + сотки 2 на поршне =
7 к заводскому зазору. ну ладно допустим, тогда если по эльзе, 8 соток допустимый зазор цилиндра+4 сотки допустимый на поршне, итого 12 к 5 соткам уже имеющегося завоlского зазора, в итоге при максимально допустимом износе имеем 17 соток против 3-5 изначально и все равно двигатель будет исправно работать? не смотря на разницу в три раза, да даже если в два?
Нутромер для измерения диаметра цилиндра
Вы здесь
Оглавление
Нутромер является измерительным инструментом, который предназначается для получения данных о расстоянии между двумя поверхностями, а также определения внутреннего диаметра различных деталей. В среднем, точность измерения этим прибором составляет 0,01 мм. Нутромер для измерения диаметра цилиндра состоит из сменных калиберных стержней, которые являются удлинителями и головки. Сама головка состоит из следующих частей:
- Сменный наконечник;
- Стопорное устройство;
- Стебель;
- Колпачок;
- Барабан;
- Микрометрический винт
Благодаря наличию сменных наконечников можно увеличить предел измерений. Для тех приборов, у которых точность измерения составляет 0,01 мм, актуальным ГОСТом является 868-82, а для устройств с ценой деления 0,001 или 0,002 мм – 9244-75.
Преимущества нутромеров состоят в достаточно высокой точности измерения, как для частной, так и для производственной сфере. Стоимость прибора также не высока. Главное, что здесь сохраняются преимущества всех механических устройств, куда относится долговечность работы. В то же время за ними требуется специальный уход и особые условия хранения. При поломке зачастую ремонт очень сложен и выходит легче заменить прибор на новый, чем отремонтировать. При некоторых измерениях на мягких частях могут оставаться деформации, если было сильное нажатие. Если речь идет об измерении цилиндров, то возникают сложности в местах, где имеются окна.
Какими видами нутромеров можно измерить диаметр цилиндра?
Нутромеры зачастую используется для измерения диаметра цилиндра. Для этой операции не подходят микрометры, так что специалисты используют эти разновидности устройств. Измерение цилиндров нутромером производится в двух перпендикулярных плоскостях и четырех поясах. Для этого подходят самые популярные разновидности нутромеров.
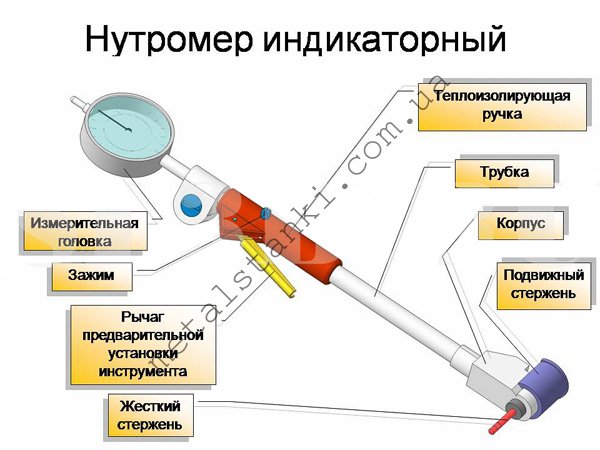
Индикаторный тип устройства подходит больше для тех цилиндров, диаметр которых является относительно небольшим. Они могут работать с размерами от 6 мм и больше. Он легко в использовании, но использует относительный метод измерения, так что у прибора имеются две шкалы. Несмотря на то, что он может работать с маленькими величинами, погрешность у него является более высокой, чем у другого типа этих устройств.

фото:нутромер индикаторный для измерения диаметра цилиндра
Микрометрический нутромер использует абсолютный способ измерения, что при той же цене деления, что и у индикаторного типа дает значительно меньшую погрешность. Предел измерений здесь лежит в диапазоне от 50 до 4000 мм, что зависит от конкретной модели. Люди нередко используют два прибора, чтобы получить более точные данные.
Подбор нутромера для измерения диаметра цилиндра
Чтобы измерить цилиндр нутромером, требуется правильно подобрать само устройство. От этого будет напрямую зависеть точность результата, а также удобство использования. В первую очередь следует определиться с подходящими размерами, так как у микрометрического и индикаторного типа слишком большой разброс по минимальному пределу. Если нужно работать с деталями диаметром до 5 см, то подойдет индикаторный нутромер, если более – микрометрический.
Далее уже нужно определяться с тем, какие сменные калиберные стержни должны идти в наборе. Они расширяют и сужают рабочий диапазон прибора, так что для получения правильных данных нужно иметь широкий запас сменных частей. Чем выше класс точности, тем меньше погрешность, так что современные высокоточные устройства позволяют получить максимально точные данные для дальнейшей работы.
Естественно, что прибор должен пройти поверку, не иметь повреждений и соответствовать принятым ГОСТам. Если есть возможность, то специалисты проводят измерение несколькими приборами одновременно.
Как пользоваться нутромером – принцип проведения измерения диаметра цилиндра
Перед тем как использовать нутромер для цилиндров, необходимо убедиться, что все его стрелки находятся в нулевой позиции. Если этого нет, то их можно отрегулировать при помощи специальных винтов, отвечающих за положение стрелок. Сложность измерения цилиндра заключается в том, что не всегда можно зафиксировать прибор, чтобы он ровно стоял и точно соответствовал требуемой горизонтали.

фото:измерения диаметра цилиндра нутромером
Деталь измеряется минимум в четырех различных местах, желательно, с одинаковой удаленностью друг от друга. Это помогает определить конусность изделия и внутренние деформации. Еще одной сложностью является невозможность измерения диаметра в тех местах, где находятся окна цилиндра. Когда инструмент доходит до них, то он попросту проваливается внутрь. В четырехтактных моторах, где в цилиндрах нет окон, таких проблем не возникает и нутромер может выполнить все необходимые функции. В ином же случае может потребоваться применение дополнительных измерительных приборов. Также можно измерять размеры в непосредственной близости от окон.
Isuzu & Opel 4×4 Club
Померил размеры цилиндров 6VE1, хочу посов.

 BorBoss 28 июл 2016
BorBoss 28 июл 2016
Из-за прогара выпускного клапана снял правую бошку. Заодно померил диаметры цилиндров 1,3,5.
Получил вот такие результаты:
Nцил ВПр ВПп СПр СПп НПр НПп
1 93,39 93,42 93,40 93,42 93,40 93,41
3 93,38 93,43 93,39 93,44 93,40 93,42
5 93,38 93,41 93,39 93,41 93,40 93,41
Буквы В, С, Н – верх, середина и низ цилиндра, Пр и Пп – продольное и поперечное направление, например:
ВПр – диаметр в продольном направлении, верхняя часть цилиндра
СПп – диаметр в поперечном направлении, средняя часть
Мерил по несколько раз электронным нутромером, выставленным по микрометру. Точность обоих приборов 0,01мм. Мерил с бывалым киповцем, поэтому ошибок вроде как быть не должно. Перепроверили два раза.
Пробег примерно в 250 тыкм (тот, что мы знаем, покупали при 150). Хон на стенках цилиндров виден.
Что выношу на обсуждение:
1. эллипс в верхней части цилиндров больше, чем в нижней.
2. диаметры цилиндров в 93,38 как-то слегка удивляют.
3. какая допустимая величина эллипса?
Ну и прочие мысли, у кого какие есть – прошу.
Кусок из мануала с “правильными” диаметрами прилагаю.
Прикрепленные изображения

 AnM 29 июл 2016
AnM 29 июл 2016
1. эллипс в верхней части цилиндров больше, чем в нижней.
3. какая допустимая величина эллипса?
1) А что удивляет? . абсолютно нормальная ситуация . в общем – в чем вопрос?
3) Мой опыт подсказывает, что эллипс с разбегом 2 сотки еще вполне допустимый .
А вообще . сейчас мне больше нравится другой способ “диагностики” эллипса . “колхозный” )))) : вставляю поршень с верхним кольцом . потихоньку проводим по цилиндру . с обратной стороны подсвечиваем лампой . надо убедиться, что нет такого положения, где появилось бы “просвечивание” между кольцом и цилиндром . и можно дальше собирать двигатель.
BorBoss 29 июл 2016
Я думал, что эллипс в нижней части больше должен быть – там вроде как углы между поршнем и шатуном больше. Хотя нагрузка боковая ударная как раз в верхней части. Потому и написал вопрос, чтобы узнать, как оно в жизни, а не в теории бывает. Спасибо, успокоил
По п.2 ещё смущает, что диаметр меньше, чем указан в мануале. Либо деформация среднего цилиндра (такое бывает?), либо ошибка измерения (а тогда и все остальные замеры неверны), либо это следы работы ХАДО – заливал года три назад.
Про просвет – интересный способ, но я блок не разбирал, только бошку снял. Я сейчас на просвет притирку клапанов проверяю мощным фонариком – очень удобно и быстро.
AnM 29 июл 2016
Я думал, что эллипс в нижней части больше должен быть – там вроде как углы между поршнем и шатуном больше.
Эллипс возникает из-за того, что поршень раскачивается на пальце . ну или по крайней мере имеет такую возможность. Вот и прикинь сам – где? в какой части цилиндра на поршень сверху может быть оказано какое-то “неравномерное” давление, чтобы ентот поршень вдруг стал “покачиваться” на пальце? Все это следствие того, что иногда возникает неравномерное сгорание смеси . как следствие – неравномерное давления на “плечи” поршня . ну и потихоньку стучим по цилиндру. А по мере продвижения вниз даже “раскачавшийся” поршень постепенно “дисциплинируется” .
BorBoss 29 июл 2016
Эллипс возникает из-за того, что поршень раскачивается на пальце . ну или по крайней мере имеет такую возможность. Вот и прикинь сам – где? в какой части цилиндра на поршень сверху может быть оказано какое-то “неравномерное” давление, чтобы ентот поршень вдруг стал “покачиваться” на пальце? Все это следствие того, что иногда возникает неравномерное сгорание смеси . как следствие – неравномерное давления на “плечи” поршня . ну и потихоньку стучим по цилиндру. А по мере продвижения вниз даже “раскачавшийся” поршень постепенно “дисциплинируется” .
Спасибо. Да, ударная нагрузка именно вверху. Значит, все правильно.
Саш, привет! При работе, поршня начинают “танцевать” (в Нижнем на другом берегу проверяли в печи) и порой поршни такой “шейк” выдавали. скорее всего не деформация, а именно после “шейка” поршня.
Ну так смущает то, что при норме 93,39-93,40 у меня диаметр 93,38, то есть на сотку меньше. Какой “шейк” поршня мозет сжать цилиндр с боков на одну сотку?

