

Проверка на герметичность керосином
Контроль качества сварных соединений
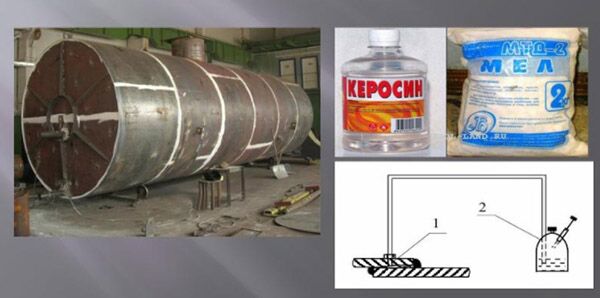
Испытание керосином заключается в следующем. Сторону сварного соединения, доступную для осмотра, окрашивают водной суспензией мела или каолина. Для быстрого высыхания суспензию рекомендуется наносить на неостывший после сварки шов, когда температура его снизится примерно до 50—70°С.
После высыхания суспензии противоположную сторону соединения два-три раза тщательно смачивают керосином. При контроле нахлесточных соединений керосин подается в зазор нахлестки под избыточным давлением не менее 1,5 кГ/см 2 .
Если в соединении имеются неплотности, то на окрашенной мелом поверхности появляются темные или слегка желтоватые жирные пятна керосина. Продолжительность испытания от 15 мин до нескольких часов, в зависимости от толщины шва, вида сварного соединения и расположения его в пространстве.
Если доступ к сварным соединениям открыт только с одной стороны, керосин наносят на эту сторону два-три раза подряд.
Через 15—20 мин швы тщательно протирают насухо тряпками. Чтобы керосин, впитавшийся в дефектные места, быстрее вышел на поверхность шва, металл в районе сварного соединения обстукивают легкими ударами молотка с закругленным бойком.
Еще лучше изделие подвергать вибрации, например, с помощью виброуплотнителя бетона. При таком способе контроля можно обнаружить не только сквозные, но и несквозные дефекты, выходящие на поверхность.
Способность керосина проникать через мельчайшие неплотности швов объясняется его неполярностью, высокой смачивающей способностью, малой вязкостью, а также способностью растворять масляные пленки и пробки, могущие закупорить неплотности.
При взаимодействии неполярных жидкостей (керосина и других углеводородов) со стенками неплотности вязкость пристенных и центральных слоев жидкости одинакова. Поэтому, несмотря на то что вязкость воды в два раза меньше вязкости керосина, последний вследствие своей неполярности лучше проникает в микронеплотности.
С помощью керосина можно обнаружить неплотности диаметром до нескольких десятитысячных долей миллиметра.
Чувствительность и производительность метода испытания керосином можно повысить, используя его в комбинации с вакуумным методом. Сущность такого керосино-вакуумного испытания (см. рис. 181) заключается в следующем.
После смачивания шва керосином устанавливается вакуум-камера, с помощью которой создается перепад давлений воздуха. Разность давлений воздуха вместе с капиллярным давлением керосина повышает эффективность контроля.
1. Область применения
1.1. Настоящий стандарт распространяется на адсорбционные газоочистители (далее – адсорберы) с неподвижным слоем, движущимся зернистым адсорбентом, псевдоожиженным пылевидным адсорбентом вертикального или горизонтального типа и другие, аналогичные по функциональному назначению аппараты [ 1 ] .
Адсорберы предназначены для поглощения газов или паров из газовых смесей твердыми поглотителями (адсорбентами) [ 2 ] .
Настоящий стандарт может быть использован при сертификации адсорберов.
Требования настоящего стандарта являются обязательными.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывоопасность. Общие требования.
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности.
ГОСТ 12.2.049-80 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования.
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация.
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленных предприятий.
ГОСТ 17.2.4.06-90 Охрана природы. Атмосфера. Методы определения скорости и расхода газопылевых потоков, отходящих от стационарных источников загрязнения.
ГОСТ 17.2.4.07-90 Охрана природы. Атмосфера. Методы определения давления и температуры газопылевых потоков, отходящих от стационарных источников загрязнения.
ГОСТ 17.2.4.08-90 Охрана природы. Атмосфера. Методы определения влажности газопылевых потоков, отходящих от стационарных источников загрязнения.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры.
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ Р 50820-95 Оборудование газоочистное и пылеулавливающее. Методы определения запыленности газопылевых потоков.
3. Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1. адсорбция: Поглощение газов или паров из газовых смесей твердым поглотителем (адсорбентом).
3.2. адсорбер: Аппарат для поглощения газов или паров из газовых смесей твердыми поглотителями.
3.3. адсорбент: Твердый поглотитель для улавливания паров или газов.
3.4. адсорбер с неподвижным адсорбентом: Аппарат, в котором слой адсорбента во время технологического процесса не изменяет своего положения.
3.5. адсорбер с движущимся слоем адсорбента: Адсорбент, в котором слой адсорбента перемещается через аппарат сверху вниз.
3.6. адсорбер с псевдоожиженным слоем адсорбента: Адсорбер, в котором частицы адсорбента интенсивно перемещаются в потоке в различных направлениях.
3.7. десорбция: Термическая регенерация отработанного адсорбента, сопровождающаяся выделением поглощенных вредных веществ.
4. Требования безопасности
4.1. Общие требования безопасности по ГОСТ 12.2.003.
4.2. Каждый адсорбер, используемый автономно или в составе технологического комплекса, укомплектовывают эксплуатационной документацией (ЭД), содержащей требования (правила), предотвращающие возникновение опасных ситуаций при монтаже (демонтаже), вводе в эксплуатацию и эксплуатации.
4.3. Адсорбер должен отвечать требованиям безопасности в течение всего периода эксплуатации при выполнении потребителем требований, установленных в ЭД.
4.4. Конструкция адсорберов должна исключать на всех режимах работы нагрузки на детали и сборочные единицы, способные вызвать разрушения, представляющие опасность для работающих.
При возможном возникновении нагрузок, приводящих к опасным для работающих разрушениям отдельных деталей или сборочных единиц, адсорбер должен быть оснащен устройствами, предотвращающими возникновение разрушающих нагрузок, а детали и сборочные единицы должны быть ограждены или расположены так, чтобы их разрушающиеся части не создавали травмоопасных ситуаций.
4.5. Конструкция адсорбера и его отдельных частей должна исключать возможность их падения, опрокидывания и самопроизвольного смещения при эксплуатации и монтаже (демонтаже). Если из-за формы адсорбера, распределения масс отдельных его частей и (или) условий монтажа (демонтажа) не может быть достигнута необходимая устойчивость, то должны быть предусмотрены средства и методы закрепления, соответствующие требованиям, содержащимся в ЭД на конкретный адсорбер.
4.6. Элементы конструкции адсорберов не должны иметь острых углов, кромок, заусенцев и поверхностей с неровностями, представляющих опасность травмирования работающих.
4.7. Части адсорбера (в том числе трубопроводы гидро-, паро-, пневмосистем, предохранительные клапаны, кабели и др.), механическое повреждение которых может вызвать возникновение опасности, должны быть защищены ограждениями или расположены так, чтобы предотвратить их случайное повреждение работающими или средствами технического обслуживания.
4.8. Конструкция адсорбера должна исключать самопроизвольное ослабление или разъединение креплений сборочных единиц и деталей.
4.9. Адсорбер должен быть пожаро-, взрывобезопасным в условиях эксплуатации.
4.10. Конструкция адсорбера должна быть выполнена так, чтобы исключить накопление зарядов статического электричества в количестве, представляющем опасность для работающего, и возможность пожара и взрыва.
4.11. Адсорбер не должен являться источником шума и вибрации. Конструкция адсорбера должна быть выполнена так, чтобы концентрация вредных веществ в рабочей зоне, а также их выбросы в природную среду в процессе эксплуатации не превышали допустимых значений, установленных ГОСТ 12.1.005 и ГОСТ 17.2.3.02.
4.12. Адсорбер, предназначенный для работы с взрывоопасной газовой средой, должен отвечать требованиям ГОСТ 12.1.010 и быть оснащен устройствами, отводящими направленную взрывную волну.
Уплотнения адсорбера, предназначенные для работы с пожаро- и взрывоопасными средствами, должны препятствовать образованию горючих и взрывоопасных смесей в рабочем и нерабочем состоянии адсорбера.
4.13. Конструкция адсорбера должна исключать возможность соприкасания с горячими частями или нахождение в непосредственной близости от таких частей, если это может повлечь за собой травмирование или перегрев работающего.
Температура наружной поверхности оболочки с теплоизоляцией в местах обслуживания должна быть не более 45 ° С.
Теплоизоляция адсорбера должна быть изготовлена из минеральных или органических теплоизолирующих материалов. Слой теплоизоляции, в случае необходимости, должен быть защищен водонепроницаемой оболочкой.
Если назначение адсорбера и условия его эксплуатации (например использование вне производственных помещений) не могут полностью исключить контакт работающего с горячими частями адсорбера, то ЭД должна содержать требование об использовании средств индивидуальной защиты.
4.14. Конструкция рабочего места, его размеры и взаимное расположение элементов (органов управления, средств отображения информации, вспомогательного оборудования и др.) должны обеспечивать безопасность при использовании адсорбера по назначению, техническом обслуживании, ремонте и уборке с учетом веществ, применяемых в технологическом процессе, а также соответствовать эргономическим требованиям по ГОСТ 12.2.049.
Необходимость наличия на рабочих местах средств пожаротушения и средств, используемых в аварийных ситуациях, должна быть установлена в стандартах, нормативных документах на адсорберы конкретных групп, видов, моделей (марок).
Если расположение рабочего места вызывает необходимость перемещения и (или) нахождения работающего выше уровня пола, то конструкция адсорбера должна предусматривать площадки, лестницы, перила, другие устройства, размеры и конструкция которых должны исключать возможность падения работающих и обеспечивать удобное и безопасное выполнение трудовых операций, включая операции по техническому обслуживанию.
4.15. Конструкция адсорберов должна обеспечивать безопасность работающих при монтаже (демонтаже), вводе в эксплуатацию и эксплуатации как в случае автономного использования, так и в составе технологических комплексов при соблюдении требований (условий, правил), предусмотренных в ЭД.
4.16. Адсорбера должны быть обеспечены сигнализирующими и блокирующими устройствами, срабатывающими при нарушении установленного технологического режима эксплуатации.
4.17. К обслуживанию адсорберов допускается обслуживающий персонал, изучивший их устройство и приемы обслуживания.
4.18. Конструкция адсорберов должна быть рассчитана на предельное максимальное рабочее (избыточное) давление или разрежение, которое может возникнуть при их эксплуатации.
4.19. Адсорберы, предназначенные для работы под избыточным давлением свыше 0,07 МПа, должны соответствовать требованиям, изложенным в [ 3 ] .
4.20 Отключение адсорберов из экономических соображений или по другим причинам, не предусмотренным технологическим процессом, запрещается.
4.21. Требования к эксплуатации адсорберов – по [ 4 ] .
4.22. Работы, связанные с включением, эксплуатацией, ремонтом адсорберов, проводят с соблюдением действующей на конкретном предприятии инструкции по технике безопасности.
4.23. Все виды работ внутри корпуса адсорбера проводят с использованием спецодежды и других средств защиты работающих по ГОСТ 12.4.011 в соответствии с порядком и правилами по технике безопасности, установленными на конкретном предприятии.
5. Методы испытаний
5.1. Внешний вид, комплектность и качество монтажа адсорберов проверяют визуальным осмотром оборудования в сборе и его отдельных элементов. Во время осмотра необходимо убедиться в отсутствии посторонних предметов внутри корпуса адсорбера и проверить состояние теплоизоляции и антикоррозионных покрытий, проверить готовность мест для присоединения измерительных приборов, качество монтажа затворов и люков, качество выполнения сварных швов и соединений, определяющих герметичность оборудования.
5.2. Габаритные размеры адсорбера проверяют средствами измерения длины, используемыми на предприятии-изготовителе.
5.3. Массу адсорбера проверяют взвешиванием опорожненного адсорбера в сборе или его частей на весах или с помощью динамометра в соответствии с НД на конкретный адсорбер.
5.4. При изготовлении адсорбера качество сварных швов, выполненных способом дуговой сварки по ГОСТ 5264, ГОСТ 11534, ГОСТ 14771, ГОСТ 14776, ГОСТ 14806, ГОСТ 16037, ГОСТ 16038, ГОСТ 27580, сваркой в защитном газе по ГОСТ 23518, сваркой под флюсом по ГОСТ 8713, ГОСТ 11533, электрошлаковой сваркой по ГОСТ 15164; контактной сваркой по ГОСТ 15878, проверяют следующими методами:
– визуальным контролем и измерением;
– испытанием на стойкость к межкристаллитной коррозии;
– измерением твердости металла шва;
– цветной или магнитопорошковой дефектоскопией;
– другими методами (акустической эмиссией, люминесцентным контролем, определением содержания ферритной фазы и др.), предусмотренными в НД на конкретный адсорбер.
5.5. По истечении назначенного срока службы адсорбер испытывают на надежность дальнейшей службы с проверкой толщины стенок корпуса ультразвуковым методом по ГОСТ 14782, радиационным – по ГОСТ 7512 или другим методом, определяемым разработчиком, и устанавливают соответствие основных технических показателей НД на адсорбер.
5.6. Проверка на герметичность
Способ проверки адсорбера на герметичность определяет разработчик.
Испытание сварных швов на сквозные дефекты проводят капиллярным, гидравлическим или пневматическим методами.
5.6.1. Капиллярный метод (смачивание керосином)
Поверхность контролируемого шва с наружной стороны покрывают раствором мела, а с внутренней – обильно смачивают керосином в течение всего периода испытаний. Время выдержки сварного шва должно быть не менее указанного в таблице 1.
Таблица 1 – Время выдержки сварного шва при испытании керосином
Метод испытания керосином
Этот метод, при котором в качестве проникающего вещества используют керосин (керосиновая проба), получил широкое распространение благодаря своей простоте и сравнительно высокой чувствительности. С помощью керосина контролируют открытые изделия – емкости, элементы гидравлических и газовых систем. В ряде случаев этот метод используют и при испытаниях закрытых систем – топливных отсеков, баков, а также сварных соединений различных изделий.
Высокая проникающая способность керосина обусловлена тем, что он не является полярно-активной жидкостью, имеет сравнительно низкую вязкость, хорошо растворяет пленки жира и устраняет пробки в неплотностях. В качестве индикатора течи используют меловую обмазку того же состава, что и при гидравлических испытаниях.
Различают четыре способа испытаний: керосиновый; керосинопневматический; керосиновакуумный; керосиновибрационный.
Чувствительность и порядок осмотра изделий при испытаниях керосиновым способом:
Контроль керосиновым способом выполняют следующим образом. На места контроля, предназначенного для осмотра, наносят меловую обмазку. Противоположную сторону изделия несколько раз смачивают керосином либо укладывают на нее ленту или кусок ткани, смоченные керосином. После выдержки, определяемой ТУ на изделие, его осматривают, выявляя места течей по пятнам керосина цвета ржавчины на меловой обмазке.
Иногда для повышения чувствительности контроля керосин окрашивают, растворяя в нем краски ярких цветов. Керосиновым способом могут быть выявлены течи диаметром до 0,1 мм в изделиях толщиной до 25 мм.
При керосинопневматическом способе контроля изделие после смачивания керосином обдувают струей сжатого воздуха под давлением 0,3. 0,4 МПа, что повышает чувствительность контроля и ускоряет выявление дефектов.
Керосиновакуумный способ основан на применении переносных вакуумных камер, устанавливаемых на контролируемое изделие со стороны меловой обмазки. При этом так же, как и при керосинопневматическом способе, повышаются чувствительность и производительность контроля.
При керосиновибрационном способе на изделие, смоченное керосином, воздействуют ультразвуковыми колебаниями, что существенно ускоряет процесс проникновения керосина в неплотности и также повышает чувствительность и производительность контроля.
Чувствительность способов испытаний керосином существенно зависит от чистоты последнего. Примеси, растворяемые керосином, повышают его вязкость, что приводит к уменьшению потока через течь, которая при малых размерах может закупориться. Особое влияние на чувствительность испытаний оказывают компоненты смазок, применяемых при сборке гидро- и газовых систем и вымываемых керосином из объектов в процессе контроля. Использование загрязненной проникающей жидкости может привести к невыявлению скрытых дефектов, которые в дальнейшем, при эксплуатации изделия, могут проявиться в виде значительных течей.
Герметичность сварных швов
Проверка на герметичность сварных швов необходима при работе изделия под давлением, с жидкотекучими и газообразными средами. Это относится к трубопроводам, емкостям, резервуарам и подобным элементам конструкции. Контролю подвергаются сварные швы роликового и точечного типа. Описывает требования к проверке на герметичность сварных швов ГОСТ 3242-69.
Все виды контроля направлены на определение и устранение некачественных изделий при приемке, их применение определяется точными вычислительными приборами, инструментами технологиями, позволяющими узнать, как проверить сварной шов на герметичность с точностью до микрон.

Испытание герметичности сварного соединения
Определение герметичности шва 

«Важно! Проверка готового изделия осуществляется предприятием изготовителем, в процессе эксплуатации, эту процедуру выполняет владелец в указанные сроки в нормативно-технической документации.»
Существует несколько методов проверки, каждый из которых имеет узкую направленность. Важно применять метод, наиболее приемлемый в конкретных условиях.
Методы контроля выбираются в зависимости от условий эксплуатации изделия:
- химических свойств рабочей среды;
- физических параметров:
- давления;
- температуры;
- времени эксплуатации.
Проверка герметичности сварных швов предназначена для всех изделий ответственного назначения. Требования к проверке точечного и роликового соединения различаются из-за принципиального различия технологии, формы и назначения. В отличие от всех возможных способов, керосиновая проба сварных швов позволяет провести это исследование в домашних условиях.
- Роликовая сварка это разновидность точечной, но за счет особой формы электродов, представленных в виде двух роликов, через которые проходит ток, шов получается цельный. Соединение поверхностей происходит методом накладывания друг на друга, поэтому этому виду сварки присущи такие виды брака, как:
- непровар (в случае недостаточной силы тока, прижимного давления или подачи тока недостаточной продолжительности по времени),
- недостаточное перекрытие места стыка,
- выплески металла (наружные и внутренние). Определение причины, а также точного места затрудняется из-за соединения методом нахлестки.
Осложняется недоступным наблюдением шва под нахлесткой, при котором дефекты, а также точное место нахождения становятся трудно определяемыми.
- Точечный тип сварки представляет собой вид шва, в котором цельный шов выполнен в виде точек, накладывающихся одна на другую. Может выполняться электродуговым, точечным, наплавляемым методами.
В этом случае соединение двух поверхностей проводится стык в стык. Обнаружение брака упрощается благодаря открытому соединению. Доступная визуализация позволяет выявить плохой сварочный шов, являющийся причиной дефекта. Этому типу сварки присущи следующие виды брака:
Как исправляются свищи в сварном шве при их выявлении? В большинстве случаев, это место обрубается и сваривается, при невозможности такого подхода, каждое изделия рассматривается комиссионно. Изделие могут переназначить для другого, менее ответственного использования или забраковать полностью.
Гидравлическое испытание сварного шва
Проводится при помощи воды, которая подается под давлением в 1,5-2 раза превышающее рабочее давление сосуда. В течение 10-15 минут проверяется герметичность швов: запотевание, увлажнение и т.д.
Пневматическое испытание шва
Самый экологический способ. Такой дефект как свищ сварного шва может образоваться в процессе эксплуатации, в местах, где происходит критическое напряжение в структуре металла, или же из-за точечной коррозии, а также при некачественном сварном соединении. Проверка пневматикой или вакуумом. На одну сторону шва наносят мыльный раствор, на противоположную крепят камеру вакуумирования. При наличии трещины воздух поступает в камеру, а место течи определяется по пузырькам. К недостаткам можно отнести небольшую производительность и техническую нерентабельность при проверке больших емкостей.

Пневматическое испытание шва
Проверка сварных швов керосином
Как проверить сварной шов на герметичность керосином? Это вещество выбрано не случайно: оно обладает высокой текучестью, больше чем у воды в несколько раз. Кроме того, проверка сварных швов керосином позволяет определить микроскопические трещины и свищи в домашних условиях, без сложных приспособлений. Проводится он следующим образом: на проверяемую поверхность наносят меловую пленку, которая должна послужить индикатором, а на обратную сторону заливают керосин.
Проверка герметичности керосином
Проверка шва аммиаком
Такой тип проверки также основывается на показаниях индикаторов. Проводится он при помощи сжатого воздуха, в который добавлен раствор аммиака. С противоположной стороны накладывается бумага или чисты медицинский бинт. Веществом–индикатором является фенолфталеин, которым пропитывают материал или 5 % нитрат ртути. При соприкосновении аммиака и индикатором происходит реакция, образующая фиолетовый цвет.
Испытание сварного соединения течеискателем
Самый сложный метод из всех существующих, но его использование позволяет не только определить место протечки, а еще и расчетный путем установить его размер. В качестве рабочей среды могут выступать 3 вещества:
- галоидный газ (фреон-12);
- двуокись углерода;
- четыреххлористый углерод;
- гелий.
- Используется установка течеискателя с установленным в нем платиновом разогретом щупе и регистратором миллиамперметром. Проводится следующим образом: погруженный испытываемый сосуд в емкость подвергается двойному давлению. Во внутрь подается рабочий газ, а с наружной стороны наоборот — газ отсасывается в спец. приемник с платиновым щупом. При появлении ионов газа происходит реакция с ионами, находящимися на щупе, что фиксируется амперметром.
- Поэтому же принципу работы основан и второй способ, с гелием. Только при попадании в вакуумную среду, ионы гелия, попадая на коллектор ионов, создают электрический разряд. В обоих случаях подсчитывают размеры трещины с помощью миллиамперметра.
- В случае с проверкой углекислотным газом, расчет ведется по принципу изменения теплопередачи между нагретыми платиновыми проволоками до 100 ºС и попавшими в камеру молекулами СО Чувствительная проволока увеличивает сопротивление, что приводит к разбалансировке и отклонению измерительного прибора.
Заключение
Проверка сварных соединений зависит от формы и размера изделия. Условно можно подразделить способы на 2 вида:
- доступности обеих сторон;
- одностороння доступность.
Кроме того некоторые доступные методы объясняют, как проверить сварочный шов на герметичность в домашних условиях, без трудоемких затрат и специфических приборов, например, такой как проверка сварочного шва на герметичность керосином.
В продажу изделия поступают в проверенном состоянии, а для безопасной эксплуатации составлен на каждый тип изделия свой график осмотра и проверки максимально удобным владельцу методом.

